

Dynamic interface printing
- PMID: 39478212
- PMCID: PMC11525192
- DOI: 10.1038/s41586-024-08077-6
Dynamic interface printing
Abstract
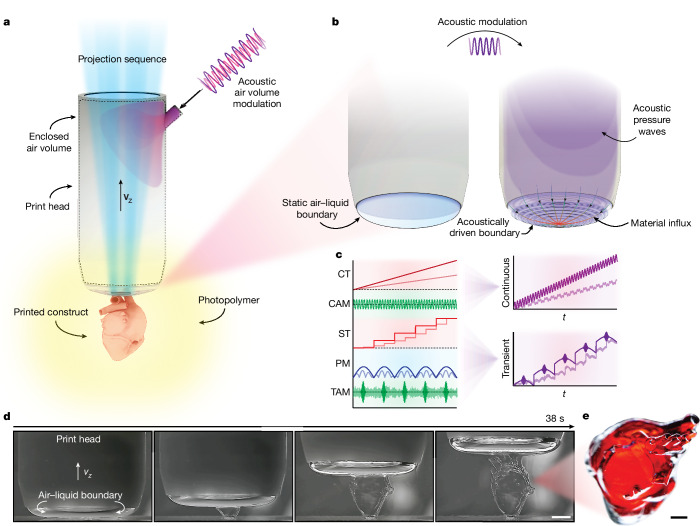
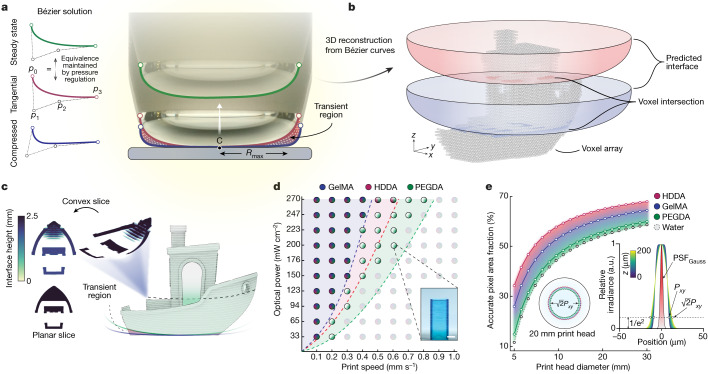
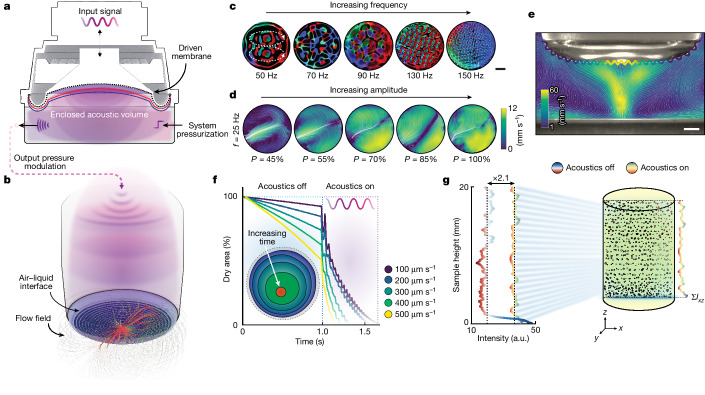
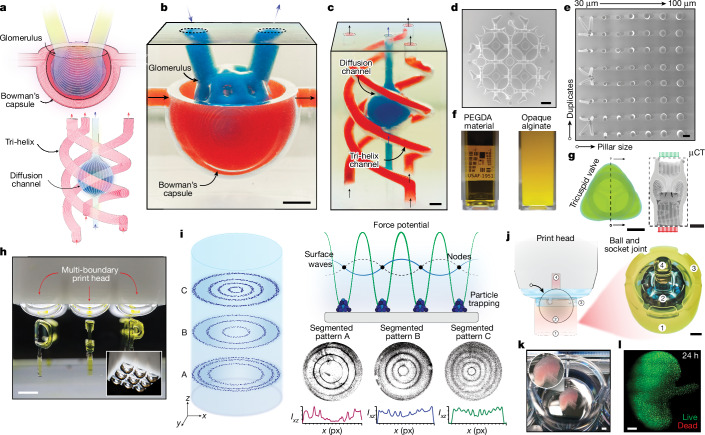
Additive manufacturing is an expanding multidisciplinary field encompassing applications including medical devices1, aerospace components2, microfabrication strategies3,4 and artificial organs5. Among additive manufacturing approaches, light-based printing technologies, including two-photon polymerization6, projection micro stereolithography7,8 and volumetric printing9-14, have garnered significant attention due to their speed, resolution or potential applications for biofabrication. Here we introduce dynamic interface printing, a new 3D printing approach that leverages an acoustically modulated, constrained air-liquid boundary to rapidly generate centimetre-scale 3D structures within tens of seconds. Unlike volumetric approaches, this process eliminates the need for intricate feedback systems, specialized chemistry or complex optics while maintaining rapid printing speeds. We demonstrate the versatility of this technique across a broad array of materials and intricate geometries, including those that would be impossible to print with conventional layer-by-layer methods. In doing so, we demonstrate the rapid fabrication of complex structures in situ, overprinting, structural parallelization and biofabrication utility. Moreover, we show that the formation of surface waves at the air-liquid boundary enables enhanced mass transport, improves material flexibility and permits 3D particle patterning. We, therefore, anticipate that this approach will be invaluable for applications where high-resolution, scalable throughput and biocompatible printing is required.
© 2024. The Author(s).
Conflict of interest statement
C.V., M.H. and D.J.C. have submitted Australian provisional patents (nos. 2023901976 and 2024900764) held/submitted by the University of Melbourne, which cover DIP of 3D structures.
Figures
References
-
- Bao, Y., Paunović, N. & Leroux, J. Challenges and opportunities in 3D printing of biodegradable medical devices by emerging photopolymerization techniques. Adv. Funct. Mater.32, 2109864 (2022).
-
- Martinez, D. W., Espino, M. T., Cascolan, H. M., Crisostomo, J. L. & Dizon, J. R. C. A comprehensive review on the application of 3D printing in the aerospace industry. Key Eng. Mater.913, 27–34 (2022).
-
- Lee, K.-S., Kim, R. H., Yang, D.-Y. & Park, S. H. Advances in 3D nano/microfabrication using two-photon initiated polymerization. Prog. Polym. Sci.33, 631–681 (2008).
-
- Zheng, X. et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Rev. Sci. Instrum.83, 125001 (2012). - PubMed
-
- Lee, A. et al. 3D bioprinting of collagen to rebuild components of the human heart. Science365, 482–487 (2019). - PubMed
MeSH terms
LinkOut - more resources
Full Text Sources
