

Meta-structure of amorphous-inspired 65.1Co28.2Cr5.3Mo lattices augmented by artificial intelligence
- PMID: 39659519
- PMCID: PMC11627464
- DOI: 10.1007/s42114-024-01039-6
Meta-structure of amorphous-inspired 65.1Co28.2Cr5.3Mo lattices augmented by artificial intelligence
Abstract
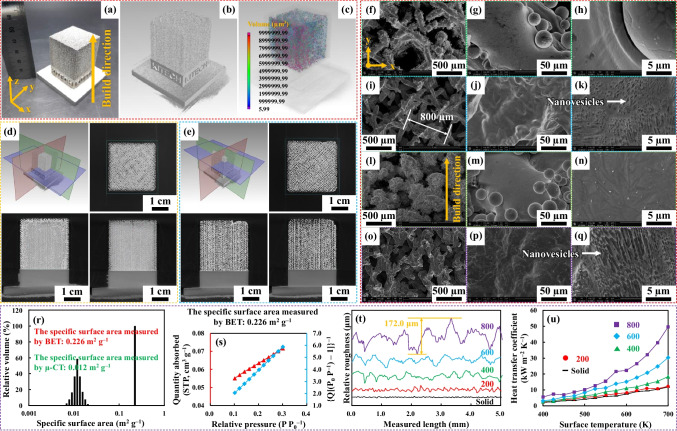
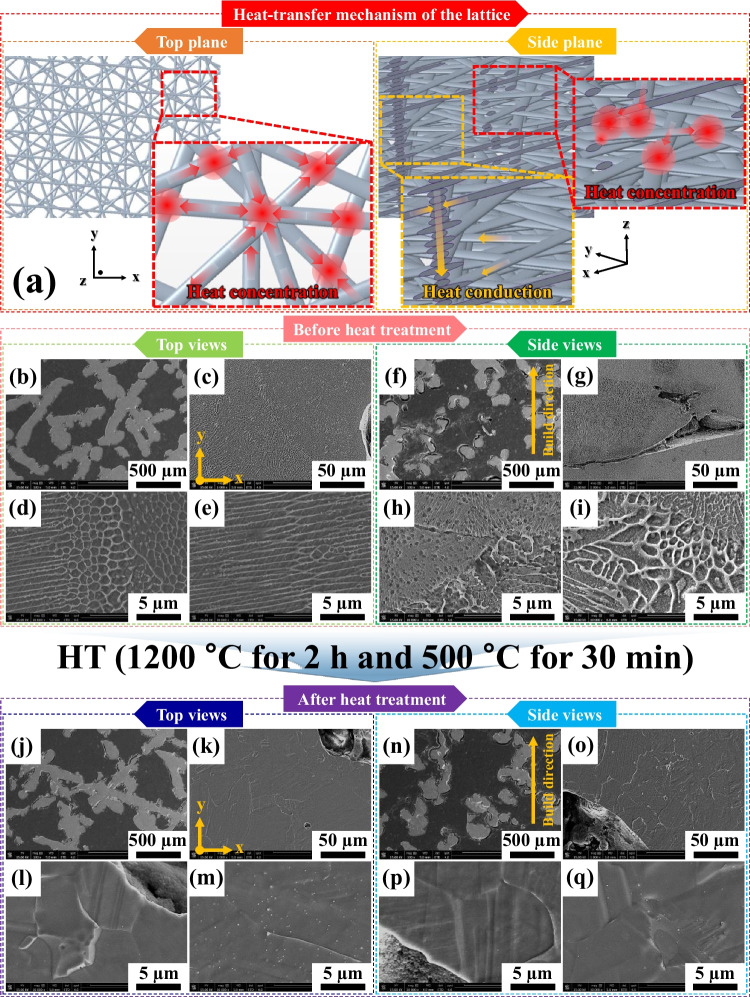
A hatching-distance-controlled lattice of 65.1Co28.2Cr5.3Mo is additively manufactured via laser powder bed fusion with a couple of periodic and aperiodic arrangements of nodes and struts. Thus, the proposed lattice has an amorphous-inspired structure in the short- and long-range orders. From the structural perspective, an artificial intelligence algorithm is used to effectively align lattices with various hatching distances. Then, the metastable lattice combination exhibits an unexpectedly high specific compression strength that is only slightly below that of a solid structure. From the microstructural perspective, the nodes in the newly designed lattice, where the thermal energy from laser irradiation is mainly concentrated, exhibit an equiaxial microstructure. By contrast, the struts exhibit a columnar microstructure, thereby allowing the thermal energy to pass through the narrow ligaments. The heterogeneous phase differences between the nodal and strut areas explain the strength-deteriorating mechanism, owing to the undesirable multi-phase development in the as-built state. However, solid-solution heat treatment to form a homogeneous phase bestows even higher specific compression strength. Furthermore, electrochemical leaching leads to the formation of nanovesicles on the surface of the microporous lattice system, thereby leading to a large surface area. A more advanced valve cage for use in a power plant is designed by using artificial intelligence both to (i) effectively preserve its mechanical stiffness and (ii) actively dissipate the generated stress through the large surface area provided by the nanovesicles.
Supplementary information: The online version contains supplementary material available at 10.1007/s42114-024-01039-6.
Keywords: Amorphous-inspired structure; Artificial intelligence; Hatching-distance-controlled lattice; Heterogeneous phase differences; Metastable lattice combination.
© The Author(s) 2024.
Conflict of interest statement
Competing interestsThe authors declare no competing interests.
Figures





References
-
- Gu D, Shi X, Poprawe R, Bourell DL, Setchi R, Zhu J (2021) Material-structure-performance integrated laser-metal additive manufacturing. Science 372:eabg1487 - PubMed
-
- Zheng X, Smith W, Jackson J, Moran B, Cui H, Chen D, Ye J, Fang N, Rodriguez N, Weisgraber T, Spadaccini CM (2016) Multiscale metallic metamaterials. Nat Mater 15:1100–1106 - PubMed
-
- Chen L, Lan C, Xu B, Bi K (2021) Progress on material characterization methods under big data environment. Adv Compos Hybrid Mater 4:235–247
-
- Sun SH, Koizumi Y, Kurosu S, Li YP, Chiba A (2015) Phase and grain size inhomogeneity and their influences on creep behavior of Co–Cr–Mo alloy additive manufactured by electron beam melting. Acta Mater 86:305–318
-
- Sun SH, Koizumi Y, Kurosu S, Li YP, Matsumoto H, Chiba A (2014) Build direction dependence of microstructure and high-temperature tensile property of Co–Cr–Mo alloy fabricated by electron beam melting. Acta Mater 64:154–168
LinkOut - more resources
Full Text Sources