

Breaking through Electrospinning Limitations: Liquid-Assisted Ultrahigh-Speed Production of Polyacrylonitrile Nanofibers
- PMID: 39744314
- PMCID: PMC11686468
- DOI: 10.1021/acsaenm.4c00657
Breaking through Electrospinning Limitations: Liquid-Assisted Ultrahigh-Speed Production of Polyacrylonitrile Nanofibers
Abstract
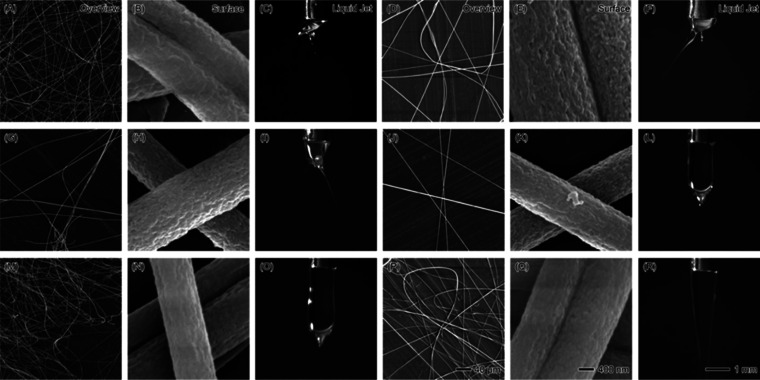
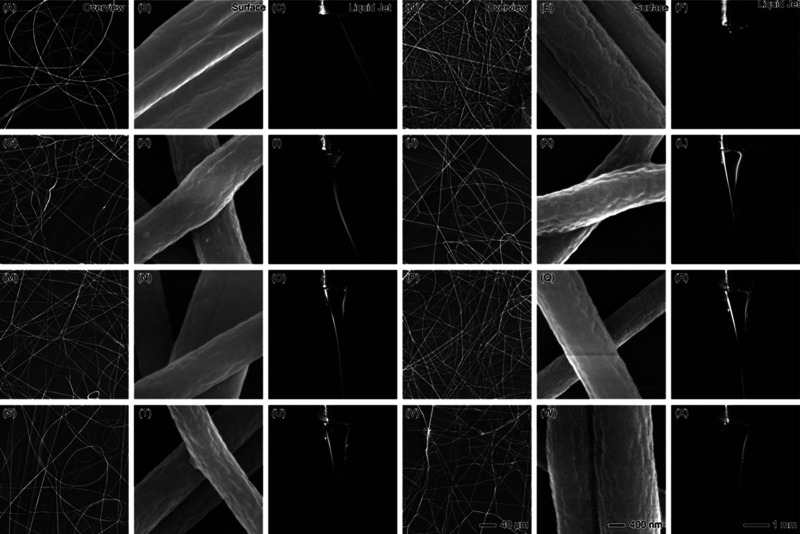
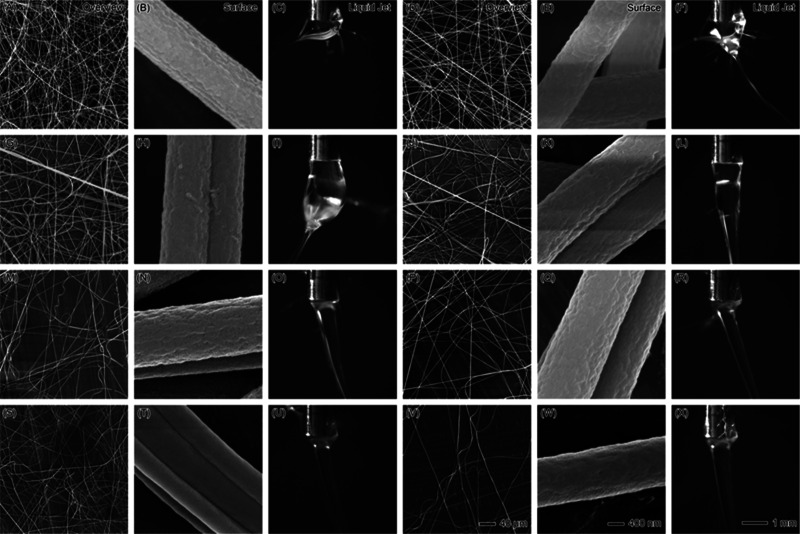
Carbon-based nanofibers are critical materials with broad applications in industries such as energy, filtration, and biomedical devices. Polyacrylonitrile (PAN) is a primary precursor for carbon nanofibers, but conventional electrospinning techniques typically operate at low production rates of 0.1-1 mL/h from a single spinneret, limiting scalability. In this study, we introduce a novel liquid-assisted ultrahigh-speed electrospinning (LAUHS-ES) technique that achieved actual production rates over 220 times faster than conventional methods. This dramatic increase in throughput is achieved through Taylor cone stabilization using a thin layer of liquid sheath, allowing for ultrahigh-speed electrospinning without compromising the structural integrity or uniformity of the nanofibers. Comprehensive characterization, including scanning electron microscopy (SEM), atomic force microscopy (AFM), Fourier-transform infrared spectroscopy (FTIR), and X-ray diffraction (XRD), confirmed the high quality, consistency, and crystallinity of the produced nanofibers. Our results demonstrate that PAN nanofiber fabrication can be scaled up significantly while maintaining precise control over fiber morphology and performance. This advancement holds substantial promise for large-scale industrial applications, enabling more efficient and cost-effective production of carbon-based nanofibers.
© 2024 The Authors. Published by American Chemical Society.
Conflict of interest statement
The authors declare no competing financial interest.
Figures





References
-
- Kenry; Lim C. T. Nanofiber technology: current status and emerging developments. Prog. Polym. Sci. 2017, 70, 1–17. 10.1016/j.progpolymsci.2017.03.002. - DOI
-
- Lang C.; Wang H.; Fang J.; Jin J.; Peng L.; Lin T. Recent advances in acoustoelectric conversion of piezoelectric electrospun nanofibers. Nano Energy 2024, 130, 110117. 10.1016/j.nanoen.2024.110117. - DOI
-
- Schoolaert E.; Cossu L.; Becelaere J.; Van Guyse J. F. R.; Tigrine A.; Vergaelen M.; Hoogenboom R.; De Clerck K. Nanofibers with a tunable wettability by electrospinning and physical crosslinking of poly(2-n-propyl-2-oxazoline). Mater. Des. 2020, 192, 108747. 10.1016/j.matdes.2020.108747. - DOI
LinkOut - more resources
Full Text Sources
Miscellaneous