

Additive manufacturing of a 3D-segmented plastic scintillator detector for tracking and calorimetry of elementary particles
- PMID: 40044800
- PMCID: PMC11882974
- DOI: 10.1038/s44172-025-00371-z
Additive manufacturing of a 3D-segmented plastic scintillator detector for tracking and calorimetry of elementary particles
Abstract
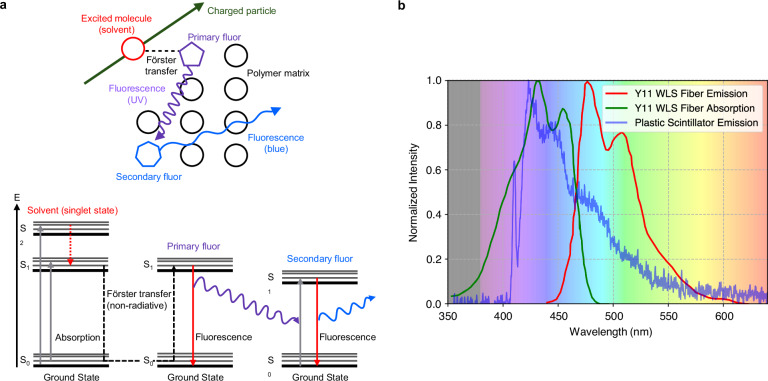
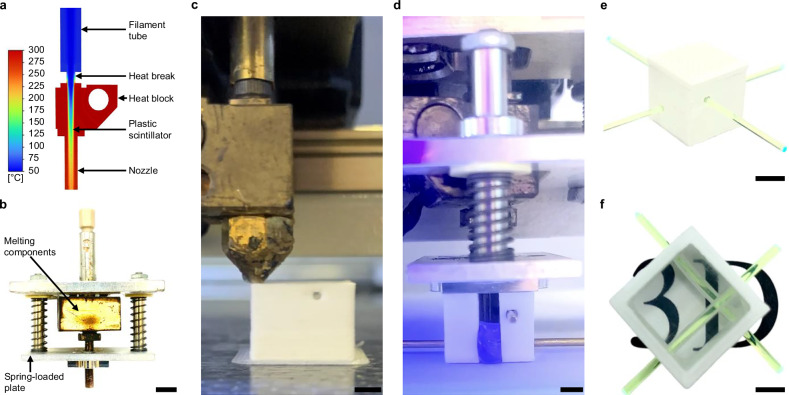
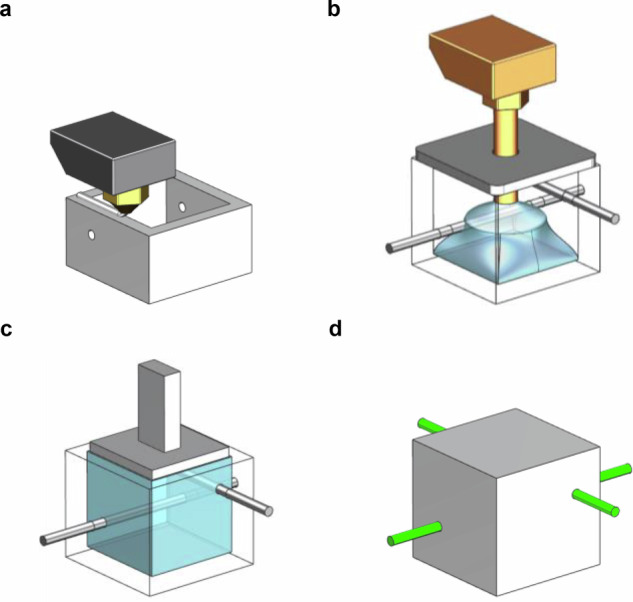
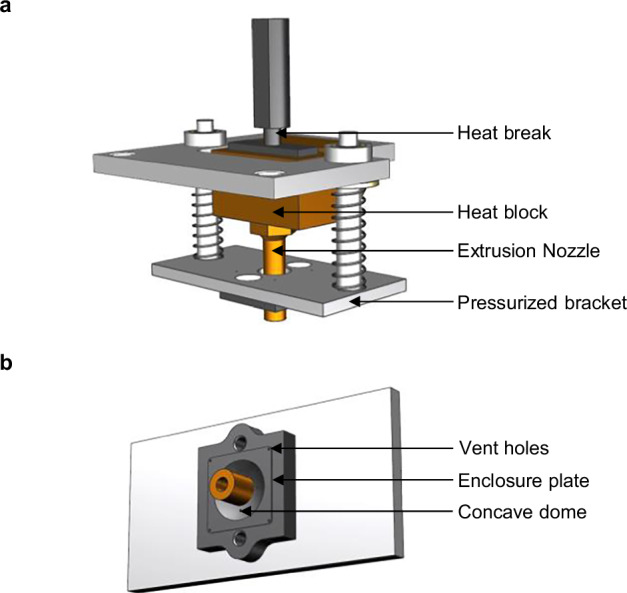
Plastic scintillators, segmented into small, optically isolated voxels, are used for detecting elementary particles and provide reliable particle identification with nanosecond time resolution. Building large detectors requires the production and precise alignment of millions of individual units, a process that is time-consuming, cost-intensive, and difficult to scale. Here, we introduce an additive manufacturing process chain capable of producing plastic-based scintillator detectors as a single, monolithic structure. Unlike previous manufacturing methods, this approach consolidates all production steps within one machine, creating a detector that integrates and precisely aligns its voxels into a unified structure. By combining fused deposition modeling with an injection process optimized for fabricating scintillation geometries, we produced an additively manufactured fine-granularity plastic scintillator detector with performance comparable to the state of the art, and demonstrated its capabilities for 3D tracking of elementary particles and energy-loss measurement. This work presents an efficient and economical production process for manufacturing plastic-based scintillator detectors, adaptable to various sizes and geometries.
© 2025. The Author(s).
Conflict of interest statement
Competing interests: The authors declare no competing interests.
Figures






References
-
- Schorr, M. G. & Torney, F. L. Solid non-crystalline scintillation phosphors. Phys. Rev.80, 474–474 (1950).
-
- Amaudruz, P.-A. et al. The T2K fine-grained detectors. Nucl. Instrum. Meth. A696, 1–31 (2012).
-
- Aliaga, L. et al. Design, calibration, and performance of the MINERvA detector. Nucl. Instrum. Meth. A743, 130–159 (2014).
-
- Michael, D. G. et al. The Magnetized steel and scintillator calorimeters of the MINOS experiment. Nucl. Instrum. Meth. A596, 190–228 (2008).
-
- Joram, C. et al. LHCb Scintillating Fibre Tracker Engineering Design Review Report: Fibres, Mats and Modules. Tech. Rep. https://cds.cern.ch/record/2004811 (CERN, Geneva, 2015).
LinkOut - more resources
Full Text Sources