

The Impact of Probe Angle and Swivel Length on Contact Point Identification in Coordinate Measuring Machine Measurements: A Case Study
- PMID: 40218522
- PMCID: PMC11991424
- DOI: 10.3390/s25072008
The Impact of Probe Angle and Swivel Length on Contact Point Identification in Coordinate Measuring Machine Measurements: A Case Study
Abstract
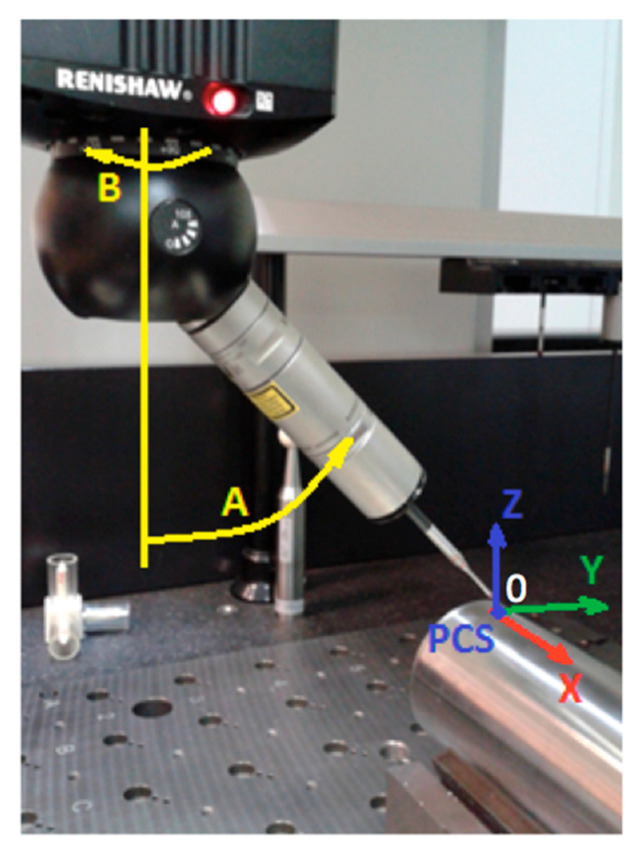
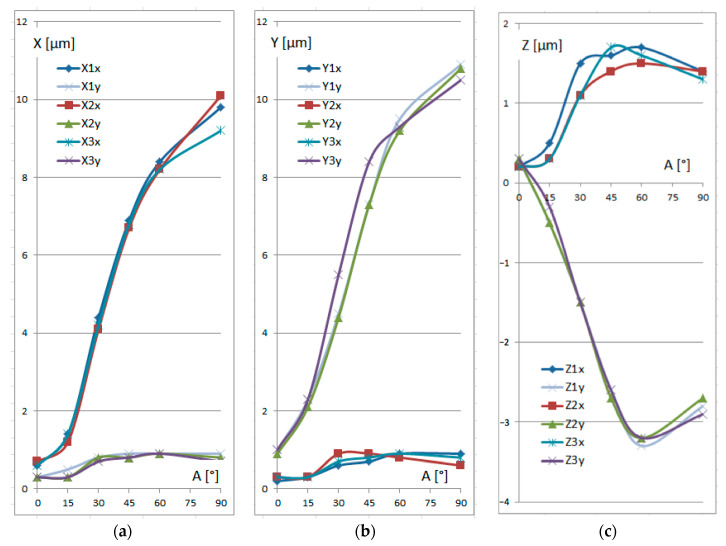
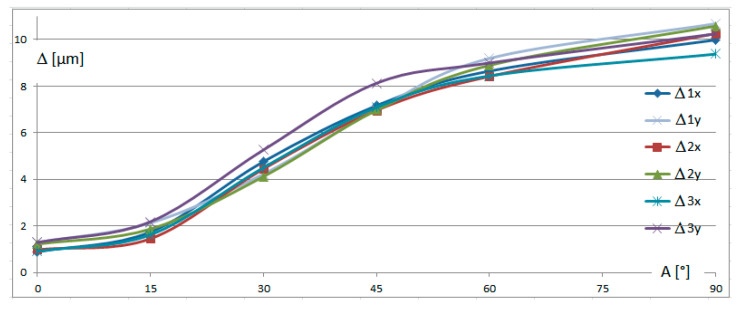
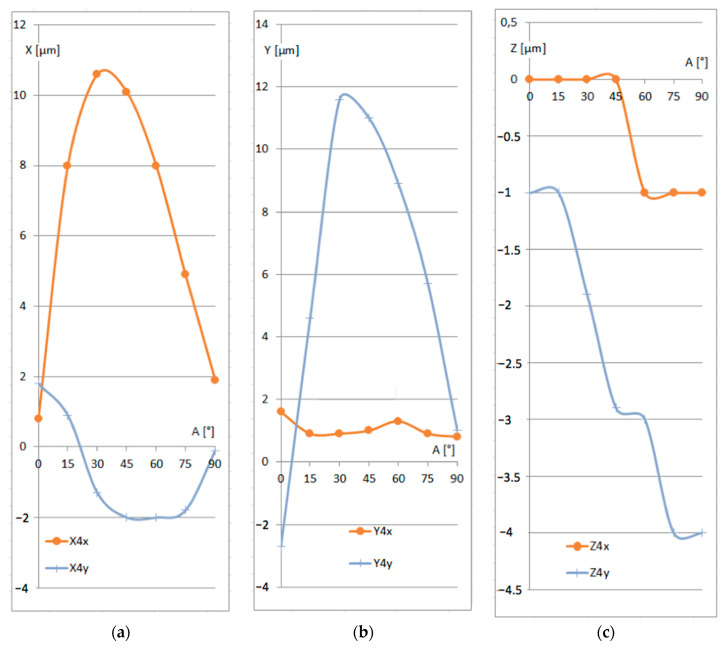
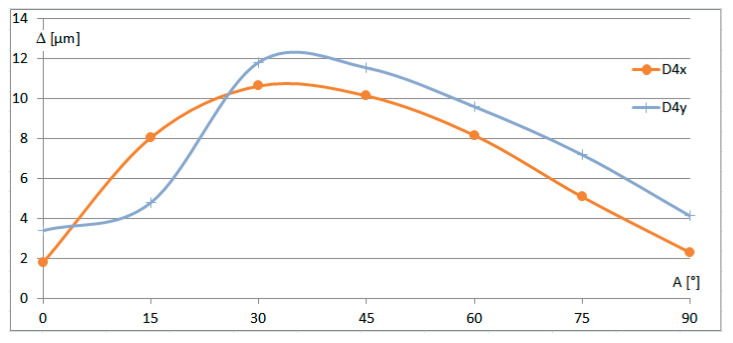
This paper presents the results of investigations on the accuracy of contact point identification during coordinate measurement, which is crucial in the context of the Industry 4.0 concept. In particular, the effects of swivel length and probe declination angle during measurement were analyzed. In the experiments, deviations from the expected coordinates (0,0,0) of the contact point were analyzed for different rotational angles of the probing head. It was found that the recommended vertical positioning of the stylus at an angle of A = 0° might have introduced some insignificant errors. Increasing angle A up to 15° generated additional errors of negligible values in comparison with the measurement accuracy of the CMM. However, an increase in angle A up to 90° introduced additional errors as high as 10 μm. This contact point identification error will have a certain effect on the best fitting element and subsequent calculations and on the respective measurement results.
Keywords: accuracy; coordinate measuring machine; error minimization; precision metrology; probing point.
Conflict of interest statement
Author Tomasz Szymanski was employed by the company Mitutoyo Polska Sp. z o.o. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Figures
Similar articles
-
Analysis of the Planar Point Identification Accuracy in CMM Measurements.Sensors (Basel). 2022 Sep 15;22(18):7005. doi: 10.3390/s22187005. Sensors (Basel). 2022. PMID: 36146353 Free PMC article.
-
Integration of Error Compensation of Coordinate Measuring Machines into Feature Measurement: Part I-Model Development.Sensors (Basel). 2016 Sep 29;16(10):1610. doi: 10.3390/s16101610. Sensors (Basel). 2016. PMID: 27690052 Free PMC article.
-
A CMM-Based Method of Control Point Position Calibration for Light Pen Coordinate Measuring System.Sensors (Basel). 2020 Sep 29;20(19):5592. doi: 10.3390/s20195592. Sensors (Basel). 2020. PMID: 33003525 Free PMC article.
-
A New Method of Distribution of Measurement Points on Curvilinear Surfaces of Products.Sensors (Basel). 2019 Jun 13;19(12):2667. doi: 10.3390/s19122667. Sensors (Basel). 2019. PMID: 31200514 Free PMC article.
-
An invisible-stylus-based coordinate measurement system via scaled orthographic projection.Precis Eng. 2019;56:10.1016/j.precisioneng.2018.12.002. doi: 10.1016/j.precisioneng.2018.12.002. Precis Eng. 2019. PMID: 39440143 Free PMC article.
Cited by
-
Towards Compensation for Servo-Control Defects in Coordinate Measuring Machines (CMMs).Sensors (Basel). 2025 Jun 25;25(13):3956. doi: 10.3390/s25133956. Sensors (Basel). 2025. PMID: 40648213 Free PMC article.
References
-
- Schulze F., Dallasega P. Industry 4.0 Concepts and Lean Methods Mitigating Traditional Losses in Engineer-to-Order Manufacturing with Subsequent Assembly On-Site: A Framework. Procedia Manuf. 2020;51:1363–1370. doi: 10.1016/j.promfg.2020.10.190. - DOI
-
- Schmidt R., Möhring M., Härting R.C., Reichstein C., Neumaier P., Jozinović P. Industry 4.0—Potentials for Creating Smart Products: Empirical Research Results. In: Abramowicz W., editor. Business Information Systems. Springer; Cham, Switzerland: 2015. pp. 16–27. - DOI
-
- Wu K., Xu J., Zheng M. Industry 4.0: Review and proposal for implementing a smart factory. Int. J. Adv. Manuf. Technol. 2024;133:1331–1347. doi: 10.1007/s00170-024-13839-7. - DOI
-
- Wu W., Lu J., Zhang H. Smart Factory Reference Architecture Based on CPS Fractal. IFAC Pap. 2019;52:2776–2781. doi: 10.1016/j.ifacol.2019.11.628. - DOI
LinkOut - more resources
Full Text Sources
