

Enhanced Mechanical Properties of 3D-Printed Glass Fibre-Reinforced Polyethylene Composites
- PMID: 40362938
- PMCID: PMC12073711
- DOI: 10.3390/polym17091154
Enhanced Mechanical Properties of 3D-Printed Glass Fibre-Reinforced Polyethylene Composites
Abstract
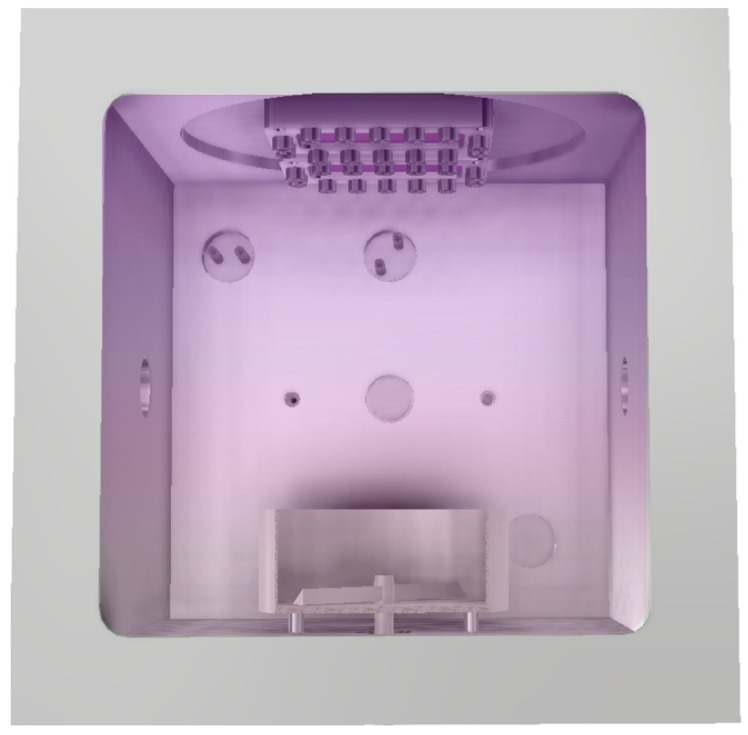
Optimisation of the tensile strength of thermoplastic polymer-matrix composites remains a scientific as well as technological challenge for 3D printing technology due to the mass application of composite materials. Inadequate mechanical properties are due to the mismatch in the surface energies of the polymer and fillers. In this study, an additively manufactured composite was 3D-printed and tested. The composite consisted of a linear low-density polyethylene matrix filled with glass fibres. Composite filaments were extruded from neat and plasma-treated polymer powders. Plasma was sustained in oxygen at 100 Pa by a pulsed microwave discharge, and 250 g of polymer powder of average diameter 150 µm was placed into a dish and stirred during the plasma treatment. The O-atom density at the position of the dish containing polymer powder was about 2 × 1021 m-3, and the treatment time was varied up to 30 min. A gradual improvement in the composites' tensile and flexural strength was observed at the plasma treatment time up to about 10 min, and the mechanical properties remained unchanged with prolonged treatment time. The tensile strength of composites prepared from plasma-treated polymer increased by one-third compared to those based on untreated powder. However, reinforcing the modified polyethylene with plasma-treated glass fibres did not result in further significant mechanical improvement compared to untreated fibres. In contrast, strength values doubled using glass fibres with silane sizing in combination with plasma-modified matrix. The results were explained by the increased surface energy of the polymer powder due to functionalisation with polar functional groups during plasma treatment.
Keywords: 3D print; adhesion; plasma modification; polyethylene.
Conflict of interest statement
The authors declare no conflicts of interest.
Figures











Similar articles
-
Influence of silane coupling agent on the mechanical performance of flowable fibre-reinforced dental composites.Dent Mater. 2022 Jul;38(7):1173-1183. doi: 10.1016/j.dental.2022.06.002. Epub 2022 Jun 9. Dent Mater. 2022. PMID: 35691728
-
Experimental Investigation on Mechanical Characterization of Epoxy-E-Glass Fiber-Particulate Reinforced Hybrid Composites.ACS Omega. 2024 May 25;9(23):24761-24773. doi: 10.1021/acsomega.4c01365. eCollection 2024 Jun 11. ACS Omega. 2024. PMID: 38882091 Free PMC article.
-
Flexural Response Comparison of Nylon-Based 3D-Printed Glass Fiber Composites and Epoxy-Based Conventional Glass Fiber Composites in Cementitious and Polymer Concretes.Polymers (Basel). 2025 Jan 16;17(2):218. doi: 10.3390/polym17020218. Polymers (Basel). 2025. PMID: 39861290 Free PMC article.
-
Fabrication and Performance of Continuous 316 Stainless Steel Fibre-Reinforced 3D-Printed PLA Composites.Polymers (Basel). 2023 Dec 24;16(1):63. doi: 10.3390/polym16010063. Polymers (Basel). 2023. PMID: 38201728 Free PMC article. Review.
-
3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication-A Review.Polymers (Basel). 2020 Sep 24;12(10):2188. doi: 10.3390/polym12102188. Polymers (Basel). 2020. PMID: 32987905 Free PMC article. Review.
References
-
- Spoerk M., Holzer C., Gonzalez-Gutierrez J. Material Extrusion-based Additive Manufacturing of Polypropylene: A Review on How to Improve Dimensional Inaccuracy and Warpage. J. Appl. Polym. Sci. 2020;137:48545. doi: 10.1002/app.48545. - DOI
-
- Das A., Bryant J.S., Williams C.B., Bortner M.J. Melt-Based Additive Manufacturing of Polyolefins Using Material Extrusion and Powder Bed Fusion. Polym. Rev. 2023;63:895–960. doi: 10.1080/15583724.2023.2220024. - DOI
-
- Li J., Durandet Y., Huang X., Sun G., Ruan D. Additively Manufactured Fiber-Reinforced Composites: A Review of Mechanical Behavior and Opportunities. J. Mater. Sci. Technol. 2022;119:219–244. doi: 10.1016/j.jmst.2021.11.063. - DOI
-
- Carneiro O.S., Silva A.F., Gomes R. Fused Deposition Modeling with Polypropylene. Mater. Des. 2015;83:768–776. doi: 10.1016/j.matdes.2015.06.053. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
