

A physics-informed and data-driven framework for robotic welding in manufacturing
- PMID: 40410176
- PMCID: PMC12102239
- DOI: 10.1038/s41467-025-60164-y
A physics-informed and data-driven framework for robotic welding in manufacturing
Abstract
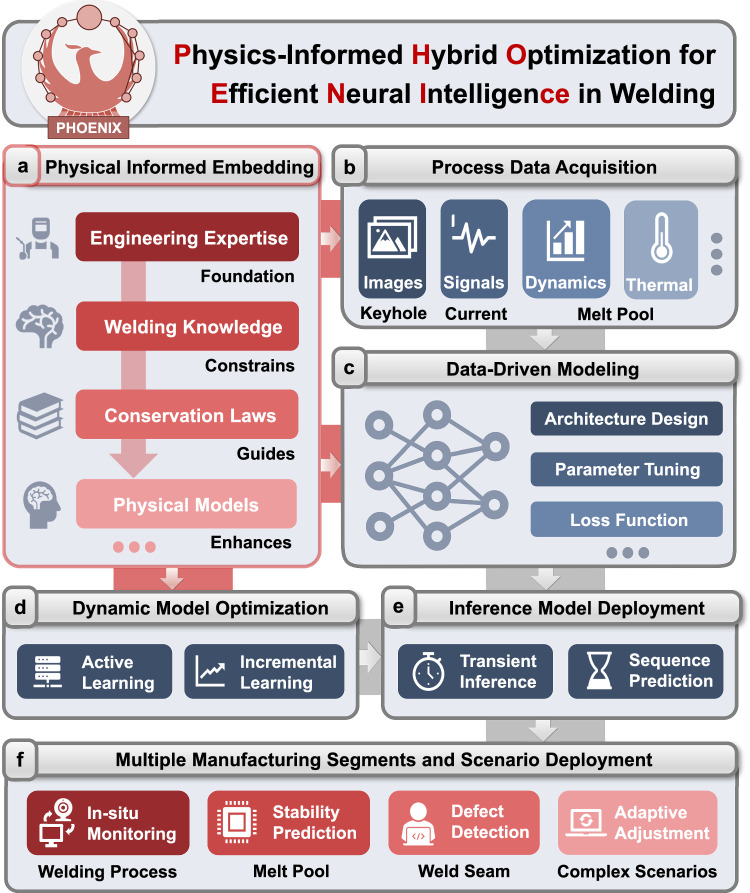
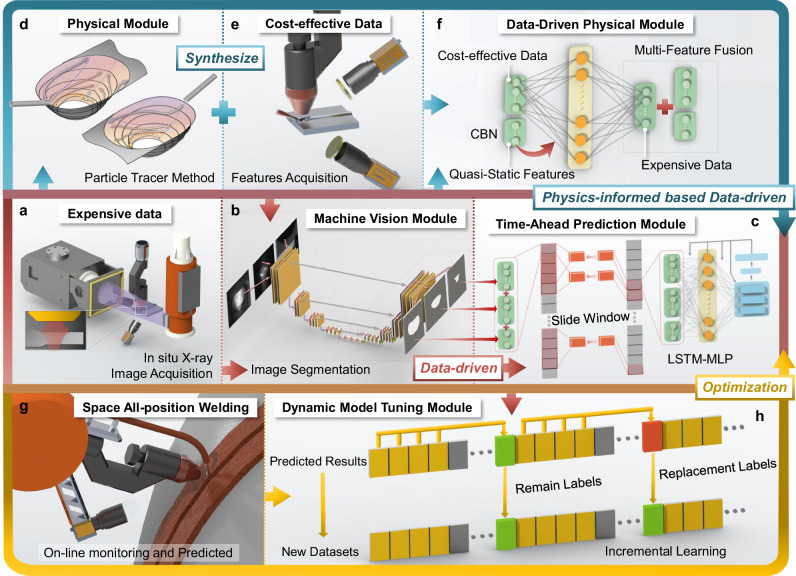
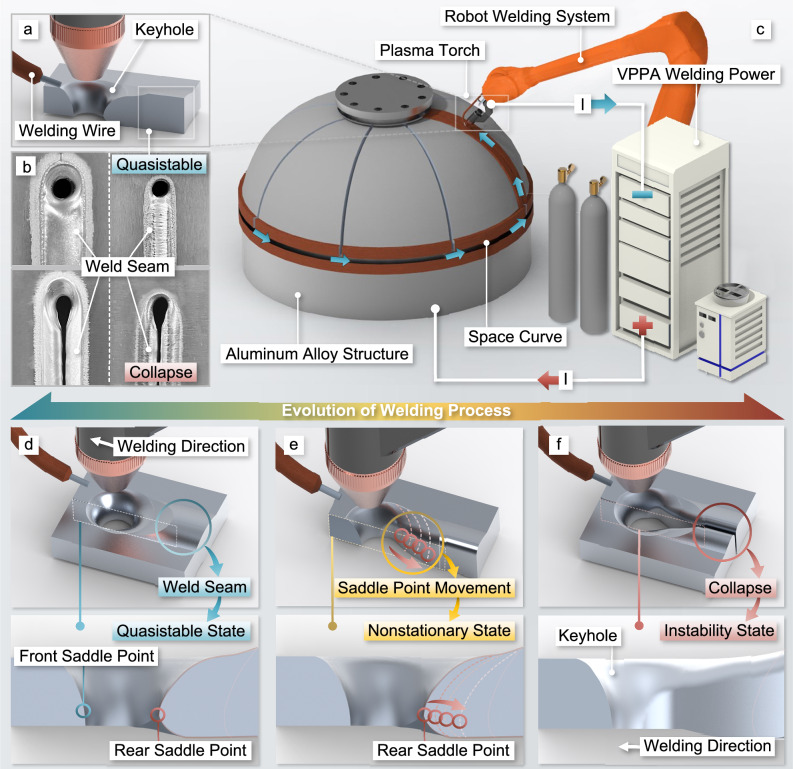
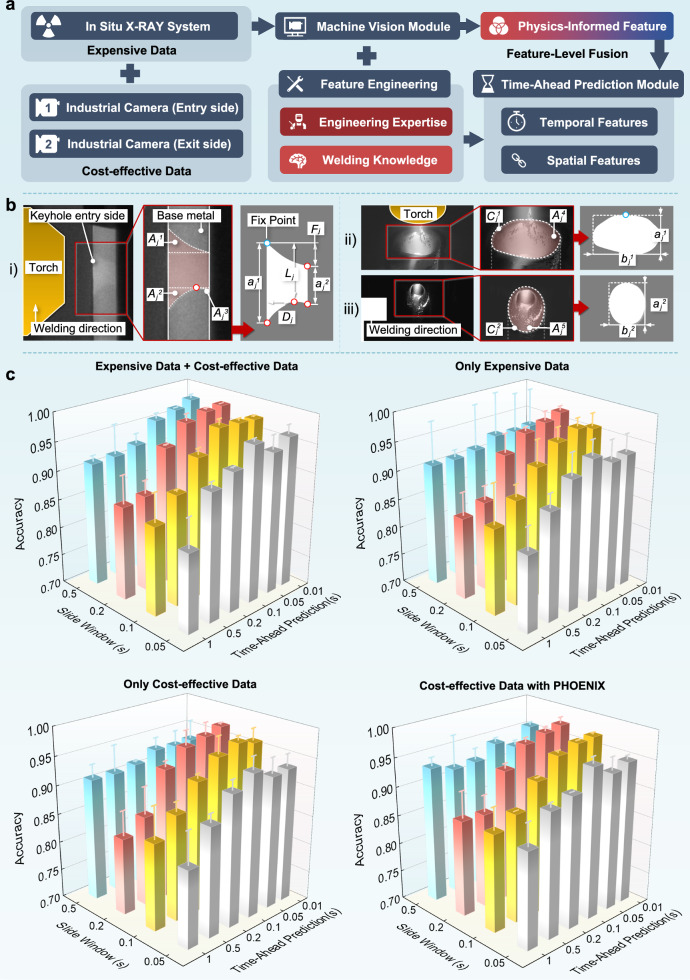
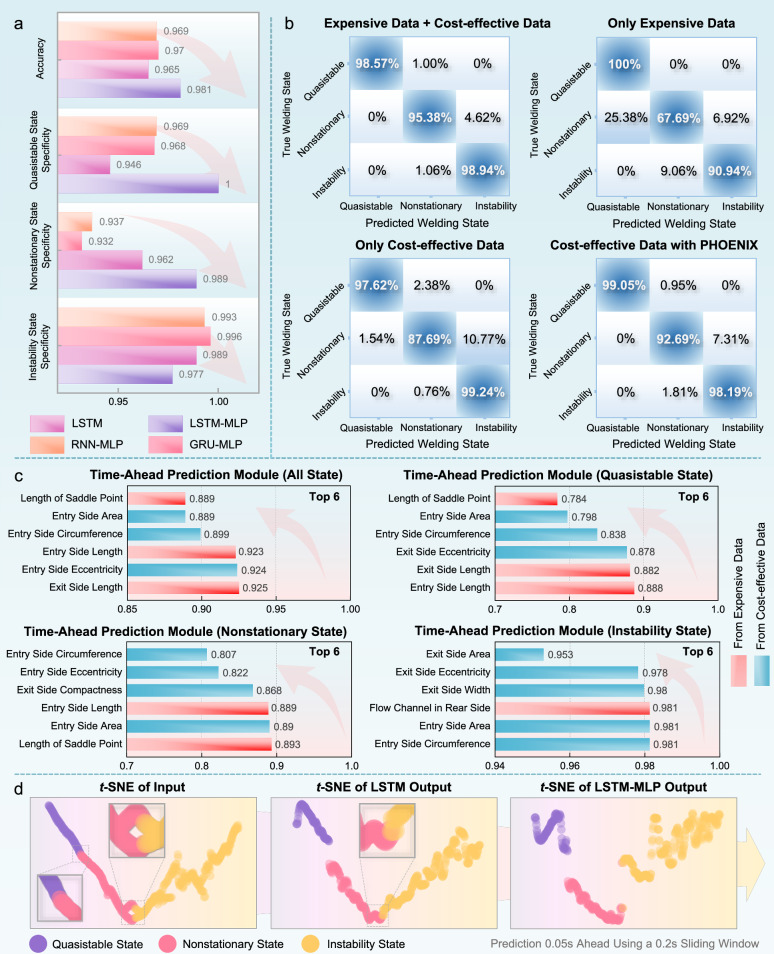
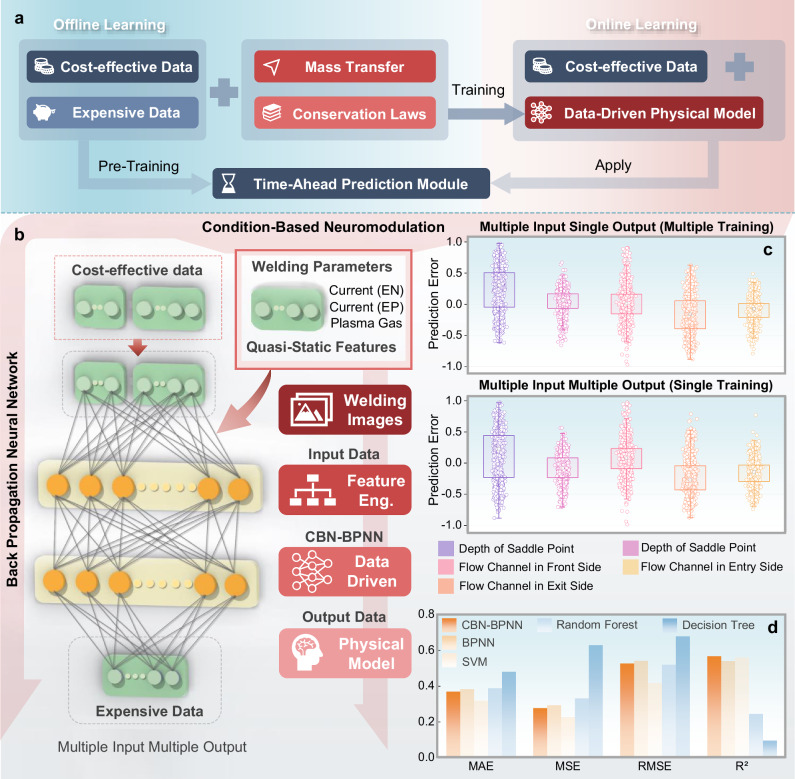
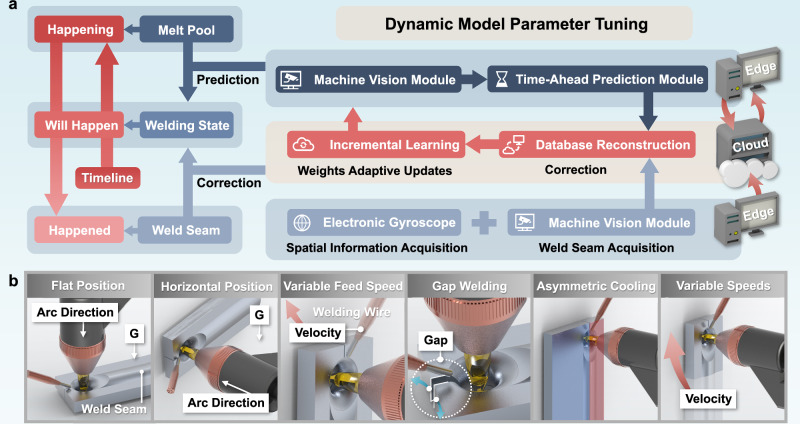
The development of artificial intelligence (AI)-based industrial data-driven models is the driving force behind the digital transformation of manufacturing processes and the application of smart manufacturing. However, in real-world industrial applications, the intricate interplay among data quality, model accuracy, and generalizability poses significant challenges, hindering the effective deployment and scalability of data-driven models in complex manufacturing environments. To address this challenge, this paper proposes a universal Physics-informed Hybrid Optimization framework for Efficient Neural Intelligence (PHOENIX) in manufacturing, demonstrating its applicability in robotic welding scenarios. This framework systematically integrates physical principles into its input, model structure, and dynamic optimization processes, enabling proactive, real-time detection and predictive of welding instability. It achieves an accuracy of up to 98% for predictions within the next 50 ms and maintains an accuracy of 86% even for forecasts up to 1 s in advance. Through physics-informed data-driven modeling, the framework significantly reduces the dependence on high-cost data while maintaining the performance of the original model. By leveraging cloud-based optimization modules that integrate new data with historical experience, the framework enables autonomous model parameter optimization, ensuring its continuous adaptation to the complex and dynamic demands of industrial scenarios.
© 2025. The Author(s).
Conflict of interest statement
Competing interests: The authors declare no competing interests.
Figures
References
Grants and funding
- 52322508/National Natural Science Foundation of China (National Science Foundation of China)
- 52275302/National Natural Science Foundation of China (National Science Foundation of China)
- U1937207/National Natural Science Foundation of China (National Science Foundation of China)
- 202206540024/China Scholarship Council (CSC)
LinkOut - more resources
Full Text Sources
