

Influence of Zn Content on the Corrosion and Mechanical Properties of Cast and Friction Stir-Welded Al-Si-Mg-Fe-Zn Alloys
- PMID: 40731518
- PMCID: PMC12298677
- DOI: 10.3390/ma18143306
Influence of Zn Content on the Corrosion and Mechanical Properties of Cast and Friction Stir-Welded Al-Si-Mg-Fe-Zn Alloys
Abstract
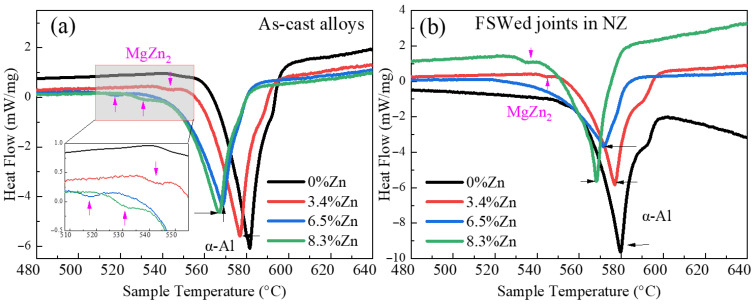
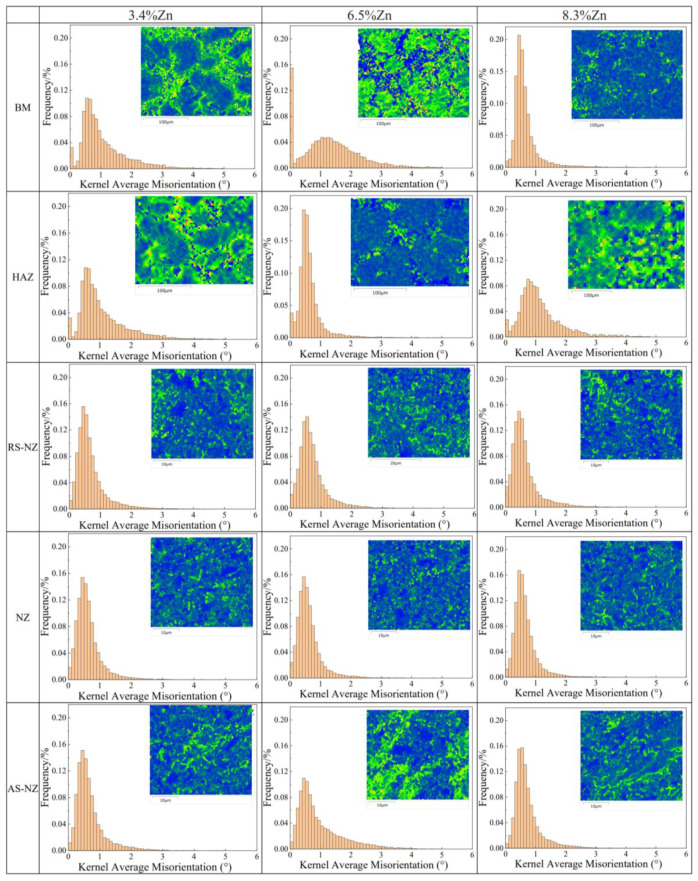
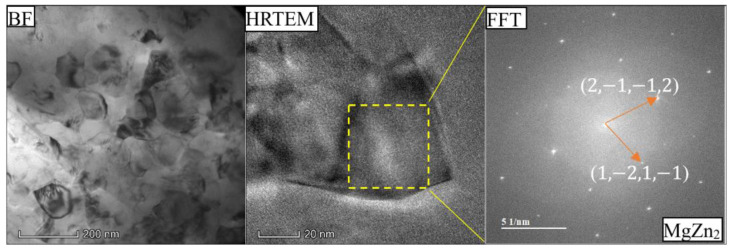
With the ongoing development of lightweight automobiles, research on new aluminum alloys and welding technology has gained significant attention. Friction stir welding (FSW) is a solid-state joining technique for welding aluminum alloys without melting. In this study, novel squeeze-cast Al-Si-Mg-Fe-Zn alloys with different Zn contents (0, 3.4, 6.5, and 8.3 wt%) were friction stir welded (FSWed) at a translational speed of 200 mm/min and a rotational speed of 800 rpm. These parameters were chosen based on the observations of visually sound welds, defect-free and fine-grained microstructures, homogeneous secondary phase distribution, and low roughness. Zn can affect the microstructure of Al-Si-Mg-Fe-Zn alloys, including the grain size and the content of secondary phases, leading to different mechanical and corrosion behavior. Adding different Zn contents with Mg forms the various amount of MgZn2, which has a significant strengthening effect on the alloys. Softening observed in the weld zones of the alloys with 0, 3.4, and 6.5 wt% Zn is primarily attributed to the reduction in Kernel Average Misorientation (KAM) and a decrease in the Si phase and MgZn2. Consequently, the mechanical strengths of the FSWed joints are lower as compared to the base material. Conversely, the FSWed alloy with 8.3 wt% Zn exhibited enhanced mechanical properties, with hardness of 116.3 HV0.2, yield strength (YS) of 184.4 MPa, ultimate tensile strength (UTS) of 226.9 MP, percent elongation (EL%) of 1.78%, and a strength coefficient exceeding 100%, indicating that the joint retains the strength of the as-cast one, due to refined grains and more uniformly dispersed secondary phases. The highest corrosion resistance of the FSWed alloy with 6.5%Zn is due to the smallest grain size and KAM, without MgZn2 and the highest percentage of {111} texture (24.8%).
Keywords: Al-Si-Mg-Fe-Zn alloys; corrosion resistance; friction stir welding; mechanical properties; microstructure.
Conflict of interest statement
The authors declare no conflicts of interest.
Figures
































References
-
- Ersoy E., Schaffer M.E., Ditzen J. BP Statistical Review of World Energy. 68th ed. British Petroleum Company; London, UK: 2019. pp. 2–60.
-
- Luo A., Sachdev A., Powell B. Advanced casting technologies for lightweight automotive application. Casting. 2011;60:113–119.
-
- Hirsch J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China. 2014;24:1995–2002. doi: 10.1016/S1003-6326(14)63305-7. - DOI
-
- Zhang D.D., Liu Y.B., Zhang R.H. Research on Die Casting Process of AlSi9Cu Aluminum Alloy for Automobile. Hot Work. Technol. 2023;52:75–78. doi: 10.14158/j.cnki.1001-3814.20212925. - DOI
-
- Li Y.Y., Zhang W.W., Zhao H., You D.D., Zhang D.T., Shao M., Zhang W. Research progress on squeeze casting in China. China Foundry. 2014;11:239–246.
Grants and funding
LinkOut - more resources
Full Text Sources
Miscellaneous
